想知道PE钢带增强螺旋管【双壁波纹管厂】一站式采购方便省心产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:PE钢带增强螺旋管【双壁波纹管厂】一站式采购方便省心的图文介绍

恒塑管道有限责任公司
恒塑管道有限责任公司注重现代企业形象的塑造和无形资产的积累,强化企业管理,坚持用户至上,将质量管理与国际结轨,把 江苏南京pe给水管材厂家产品进入国内外大市场,树立品牌的企业形象。公司生产设备齐全,技术力量雄厚,检测手段先进,可根据客户需求定制各种 江苏南京pe给水管材厂家。



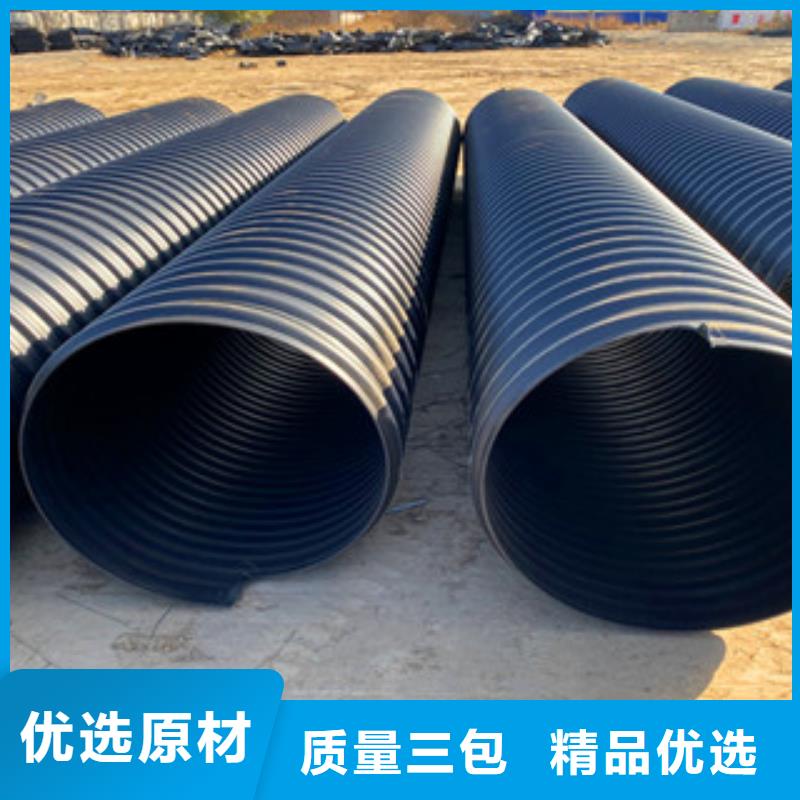
对于环刚度要求在8KN/m2以上,口径在DN600mm以上,地埋比较深需要过车,承受重压的地方,比如市政道路排水、工业园区、物流园区等的地下排水排污管道,可以选择pe钢带螺旋波纹管,这样才能确保工程的顺利验收和后期使用质量,成本。
这个问题主要看具体的使用环境和要求。基本原则是,对使用环境要求不高,对环刚度要求在4KN/m2或8KN/m2的地方,如绿化带、园林,住宅小区等确认无承压的排水管道可以选取hdpe双壁波纹管。hdpe双壁波纹管和钢带增强螺旋波纹管虽然功能相似,但是耐压程度并不相同,并且通过外观能够一眼辨认出来,因此企业能够较快的根据自己实际使用环境和要求挑选出适合的产品。
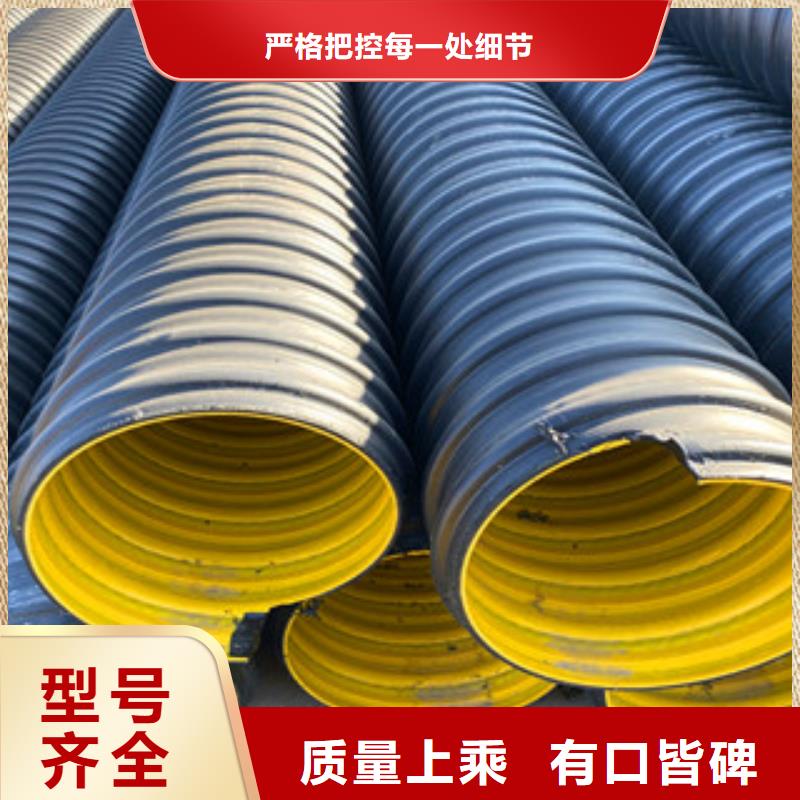
钢带增强聚螺旋波纹管是目前工业生产与人们的日常生活常用新材料,它并不是在设计之初就是圆形筒状的,而是要先将金属材料制成片状,然后再经过锻造工艺实现。1、模锻对承插焊和螺纹的三通、四通、弯头等小尺寸管件,其外形相对复杂,应采用模锻成形工艺制造。
模锻所使用的坯料应为经过轧制的型材,如棒材、厚壁的管材或板材。当使用钢带增强聚螺旋波纹管作为原料时,应预先将钢锭轧成棒材或经锻打后再作为模锻的坯料使用,以消除它的钢锭中的偏析、疏松等缺陷。坯料经加热后放入模具中锻压,压力使金属流动而充满模腔;模锻后的毛坯如有飞边的话,还要经过冲去飞边余料的步骤,从而完成全部模锻工作。



4、打磨将两待钢带增强聚螺旋波纹管接管距对接湍面120mm长的圆柱表面层打磨粗糙、波峰和波谷糟都要用钢丝刷磨粗糙,至少要打磨叁个半波节长,钢丝刷的外形应与波纹管外形-致(每一个规格配一种钢丝刷)。5、用清洁的布,将打磨后的钢带增强聚螺旋波纹管管端部分擦干净。
6、将两对接管端面对齐并固定,不能有错位。7、用与被连接管相熔的PE焊条,用小喷嘴的小束红色火焰或小热风束加热接缝处和焊条,在圆周上均勾焊接四处以上(焊缝长一些为好),以将两管连接处固定。8、用红色火焰预热两管端(距对接端面三个波距)的圆周面,使表面温度达到40C-50C(预热温度应比热熔胶的软化点温度低15C以上),可使用表面温度计进行。
11、小心移动热缩管到一端打磨面内,移动的位置大约是:从起始加热处距对接端面的距离大约为热缩管长度的1/3左右(根据什算加实际经验后定各规格的长度),并去掉热缩管内防护纸层(注意不要将纸屑等污物粘在已预热钢带波纹管面和热缩管内壁上)。
9、在连接处缠绕并同时烘烤加强纤维热收缩带,要求至少绕过圆周一周以上并搭接牢固。10、预热待接管两端到打磨线以内,使表面温度达到40C-50C。用防粘材料做的楔形隔支撑热缩套的另一端,使热缩套与钢带波绞管司心,以保证热收缩管与钢带波纹管之间周向间隙均匀,利于热缩管的收缩均匀性和表面平整性。



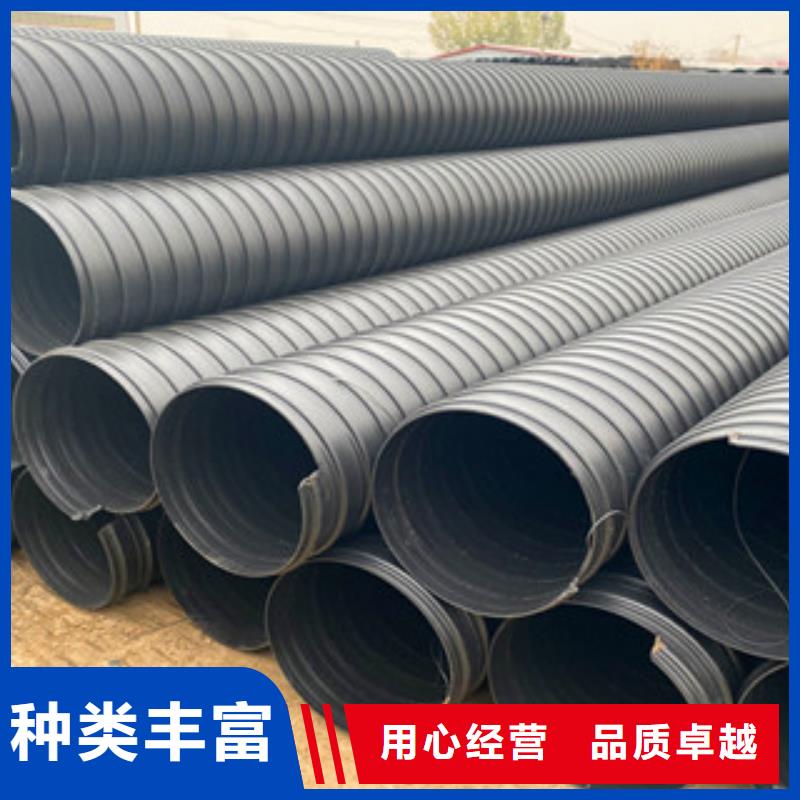
钢带增强聚波纹管优势一直是这种管道受欢迎的直接体现,性能方面十分,今天小编就给大家介绍一下钢带增强聚波纹管性能方面的相关内容。大家一起学习一下。钢带增强聚波纹管是一种复合管,为什么说是复合管呢。
说到这里就不得不提到其制作工艺了。是指以高密度聚(PE)为基体,用表面涂敷粘接的钢带成型为波形作为主要支撑结构,并与聚材料缠绕复合成整体的双壁螺旋波纹管。采用了U型钢带复合PE材料,使管材在不增加成本的前提下大幅度环刚度,同等重量情况下比缠绕管、克拉管强度大幅度。
可解决重载等一系列问题,大口径管材优势更加明显,各层的复合是在塑料熔融状态下进行的;与缠绕管(中空壁管)二次融化成型不同,因此各层之间粘合,牢度非常高。钢带表面进行特殊预处理,以增强钢材的防腐蚀能力以及钢材和塑料的粘合力,剥离强度。
钢带增强聚波纹管厂家直销一般来说价格比较优惠,服务和质量方面更有保障。今天小编就给大家介绍一下生产钢带增强聚波纹管的厂家。腾达汇泰就是研发生产销售这种管道的企业,生产,自主销售。价格优惠大。




 扫一扫
扫一扫